



以下是数控编程培训数控培训商家直供的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:数控编程培训数控培训商家直供的图文介绍

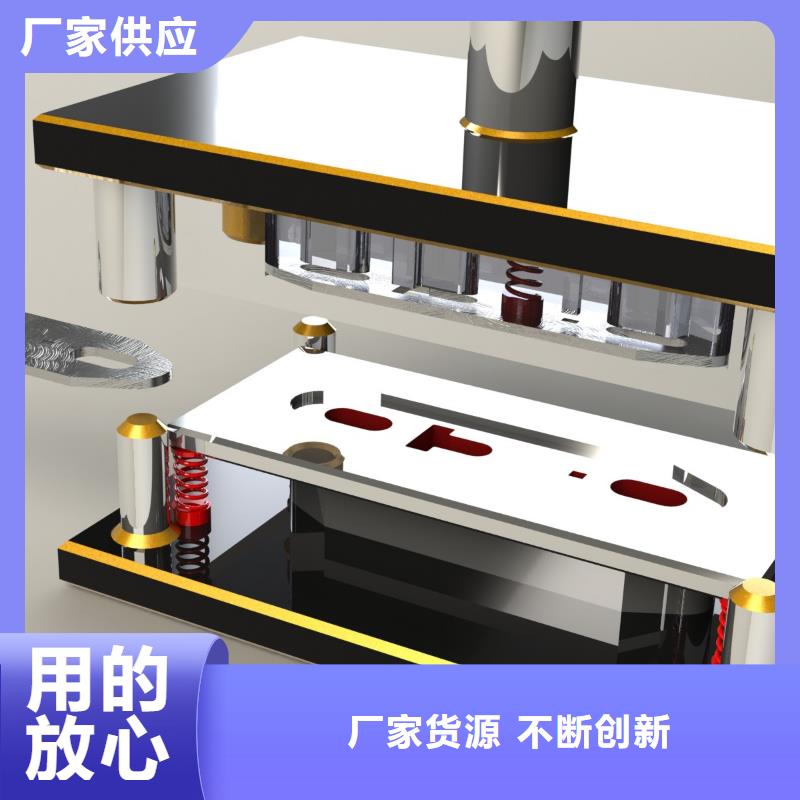
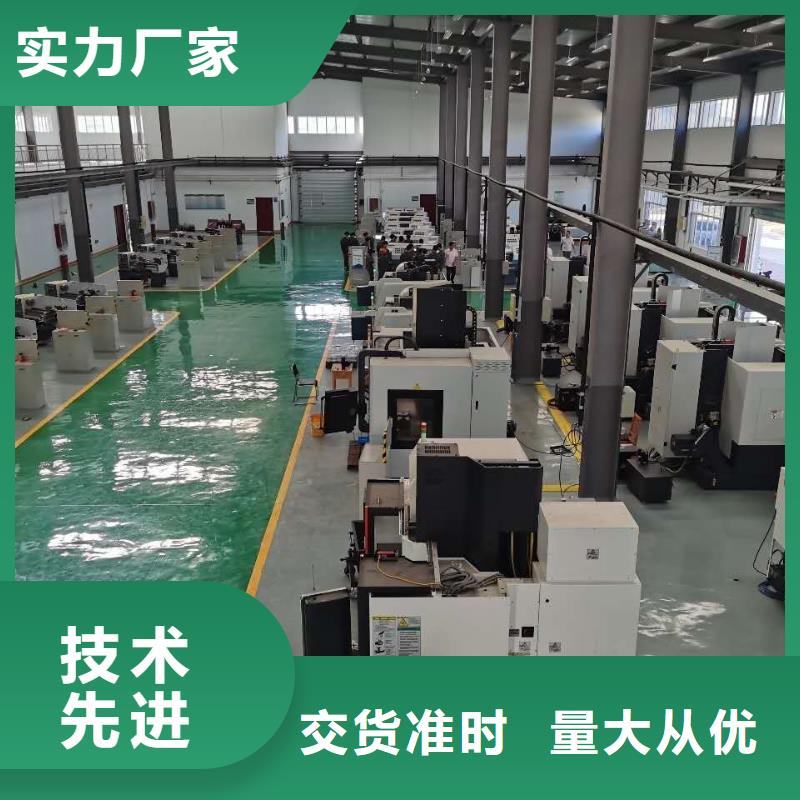
德玛科技信息有限公司拥有先进的 嘉兴海宁数控培训生产设备以及完善的生产工艺,高学术技术团队和研发团队,确保了 嘉兴海宁数控培训产品的质量与性能。良好的企业文化以及务实的创新精神,使企业的技术不断的提高,与国际同类产品有广泛的互换性,以便于国内外的 嘉兴海宁数控培训产品相互替换应用。



河北德玛数控编程培训学校整理数控机床一般采用直流或交流主轴伺服电动机实现主轴无级变速。交流主轴电动机及交流变频驱动装置(笼型感应交流电动机配置矢量变换变频调速系统),由于没有电刷,不产生火花,所以使用寿命长,且性能已达到直流驱动系统的水平。甚至在噪声方面还有所降低。因此,目前应用较为广泛,主轴传递的功率或转矩与转速之间的关系。当机床处在连续运转状态下,主轴的转速在437~3500r/min范围内,主轴传递电动机的全部功率11kW,为主轴的恒功率区域Ⅱ(实线),在这个区域内。主轴的输出扭矩(245Nm)随着主轴转速的增高而变小,主轴转速在35~437r/min范围内。



河北德玛数控编程培训整理⒊公制尺寸与英制尺寸G20英制尺寸输入G21公制尺寸输入(法兰克)G70英制尺寸输入G71公制尺寸输入(西门子)工程图纸中的尺寸标注有公制和英制两种形式,数控系统可根据所设定的状态,利用代码把所有的几何值转换为公制尺寸或英制尺寸,系统开机后,机床处在公制G21状态。公制与英制单位的换算关系为:1mm≈0.0394in1in≈25.4mm二、主轴控制、进给控制及刀具选用(FANUC-0iT系统) 1.主轴功能SS功能由地址码S和后面的若干数字组成。⑴恒线速度控制指令G96数控刀具数控刀具系统执行G96指令后,S指定的数值表示切削速度。例如G96S150,表示车刀切削点速度为150m/min。


河北德玛数控编程培训学校整理在自动加工切削过程中。要通过声音监控、切削时间控制、切削过程中暂停检查、工件表面分析等方法判断刀具的正常磨损状况及非正常破损状况,要根据加工要求,对刀具及时处理,防止发生由刀具未及时处理而产生的加工质量问题。七.问:如何合理选择加工刀具。切削用量有几大要素,有几种材料的刀具。如何确定刀具的转速,切削速度,切削宽度。1.平面铣削时应选用不重磨硬质合金端铣刀或立铣刀,一般铣削时。尽量采用二次走刀加工,次走刀用端铣刀粗铣,沿工件表面连续走刀,每次走刀宽度至为刀具直径的60%--75%。2. 立铣刀和镶硬质合金刀片的端铣刀主要用于加工凸台、凹槽和箱口面。

